 098-98-797-98
098-98-797-98 066-98-797-98
066-98-797-98 093-800-92-08
093-800-92-08
Нюансы пайки для любителей, которые хотят стать профессионалами.
21.04.2014
После того, как люди научились плавить свинец и олово, возникло ремесло лудильщика, который паяет металлические изделия. Сейчас пайка – это обычная работа, как для домашнего умельца, так и для крупных производств. Однако для того, чтобы научиться качественно, паять, необходимо знать некоторые нюансы технологии.
Прежде чем начинать паять, поверхности деталей, которые соединяются, следует зачистить напильником, наждачной бумагой, а потом обезжирить бензином либо растворителем на основе органики. Затем с помощью кисточки поверхность нужно смазать флюсом. После этого, нагретый паяльник необходимо погрузить в порошок канифоли или нашатыря. Канифоль или нашатырь служат для очистки жала паяльника от оксида металлов. При этом должен появится дымок, если это произошло, значит, паяльный прибор к работе готов. Паяльники могут быть как примитивными, которые подогревают на огне, так и электрическими или газовыми. Существуют также приборы для точечной пайки, у которых регулируется мощность нагрева.
Затем очищенный паяльник следует опустить в припой и держать там, пока жало не покроется блестящей пленкой. Жалом необходимо захватить немного припоя, перенести его на место пайки и выровнять на поверхности, то есть произвести «залуживание» места спайки. Таким же образом следует перенести на спайку весь необходимый припой, который требуется для крепкого сцепления или покрытия поверхности. После того, как припой остынет, место спайки нужно протереть сырой тканью и зачистить при помощи напильника или наждачной бумаги.
Для чего необходим флюс?
С помощью флюса снимают остатки оксидных пленок, жировое загрязнение, а также зачищают поверхность спайки от окисления. Чаще всего флюс готовят, растворяя десять грамм хлорида аммония и тридцать грамм хлорида цинка в шестидесяти миллилитрах воды. Можно также использовать "паяльную кислоту" или "паяльную жидкость", которые получают при реакции концентрированной соляной кислоты и цинка. Для получения необходимого вещества, в стеклянную или фарфоровую посуду наливают соляную кислоту, располагая её подальше от огня, (выделяющийся водород является огнеопасным) и добавляют частями цинк.

Классический флюс для пайки.
В результате химической реакции, цинк растворяется в кислоте. При этом выделяется водород и образуется хлорид цинка. Во время замедления выделения водорода, сосуд перемещают в теплую воду. После окончания реакции, с остатков цинка, который не растворился, сливают раствор, и добавляют нашатырь. На каждые три грамма металлического цинка необходимо добавить два грамма хлорида аммония. Затем эту жидкость выпаривают до состояния порошка. Перед пайкой на 1 грамм сухой смеси солей добавляют два-три миллилитра воды.
Для пайки медных проводов, флюс, имеющий в своей основе хлорид цинка, - не годится, так как он разрушительно воздействует на проволоку. Для этого применяют сосновую смолу, либо раствор канифоли в этиловом спирте. При отсутствии флюса, пайку латунных или медных деталей можно производить с помощью раствора одной таблетки аспирина в десяти-двадцати миллилитрах воды. Флюс для пайки различных металлических деталей также можно приобрести в магазинах.
Использование припоя.
Припой – это сплав, служащий для соединения металлических деталей. Изготавливают припой в форме полосок, листочков, палочек, порошка. В бытовых целях обычно применяют легкоплавкий и мягкий припой. Один из популярных видов припоя – это "третник", который являет собой сплав 35% свинца и шестидесяти пяти процентов олова. Он позволяет паять практически все сплавы и металлы, кроме алюминия. Температура плавления третника около 1810С. Для самостоятельного приготовления такого припоя, в железной чашке нужно расплавить свинец, а потом к нему добавить кусочки олова. Потом этот состав нужно тщательно смешать и залить в форму для того, чтобы он затвердел.

Припой в виде прута.
Хорошими припоями является сплав свинца, олова и сурьмы, что плавятся при температуре от 2200С до 2800С. У легкоплавких видов припоя состав сложнее, и плавятся они при более низких температурах. Например, припой, который состоит из 12,5% олова, 12,5% кадмия, 25% свинца и 50% висмута, переходит в состояние жидкости при нагреве до 650С. Легкоплавкий припой, что содержит 5,3% кадмия, 8,3% олова, 19,1% цинка, 22,6% свинца и 44,7% висмута, плавится при температуре всего 470С.
Пайка без паяльника.
В случае необходимости, паять металлические детали можно без паяльника, применяя смеси химических веществ, которые при нагревании выделяют "припой". Примерами таких веществ является паяльная паста и смесь "тиноль". Для приготовления тиноля, в эмалированную кружку или миску необходимо налить тридцать два миллилитра соляной кислоты (концентрированной) и добавить 12 мл воды, после чего туда необходимо бросить 8,1 грамм цинка. Дождавшись абсолютного растворения цинка, нужно добавить 7,8 грамм олова. После этого должны выделяться пузырьки водорода.
Когда процесс утихнет, жидкость необходимо поставить на водяную баню. Далее раствор нужно довести до пастообразного состояния. Потом остывшая масса переносится в фарфоровую ступку, к ней добавляется порошок свинца - 7,4 г, порошок олова - 14,8 г, безводный глицерин - 10 мл, нашатырь - 7,5 г, цинковая пыль 29,6 г, канифоль - 9,4 г, которую необходимо предварительно растереть до состояния пудры. Полученный состав необходимо перемешать и тщательно растереть. Тиноль можно хранить в банке с пластиковой крышкой.
Пайка с помощью тиноля.
Перед процессом пайки, места пайки нужно зачистить, потом обмазать тинолем, после чего подвергнуть нагреву от пламени свечи или спиртовки. Нагревать необходимо до появления расплава, который должно быть видно сквозь корочку, что образовалась сверху. После остывания, место спая нужно зачистить наждачной бумагой для удаления корочки. Пайка с помощью тиноля получается довольно прочной, потому, что в его составе есть цинк. При пайке радиодеталей используют специальный тиноль. Его можно приготовить из порошка свинца - 7,4 г, цинковой пыли - 738 г, безводного глицерина - 14 мл, порошка канифоли - 4 г, и порошка олова - 14,8 г. Всё это нужно тщательным образом перетереть в ступке. Паяльная паста особенно удобна для пайки в сложно доступных местах. Пасту, как и тиноль, необходимо наносить на места будущей пайки и нагревать. Для получения паст существует несколько рецептов, два из которых представляем вашему вниманию:
1) Опилки припоя-третника либо олова нужно смешать с несколькими граммами безводного глицерина для получения жидкой кашицы;
2) 10 г канифоли следует растворить в десяти миллилитрах диэтилового эфира, а затем смешать с двадцатью граммами оловянной пыли. При этом нужно быть особо осторожными, потому, что эфир огнеопасен!

Тиноль – оловянная паста для пайки.
Амальгама Герштейна.
Амальгама Герштейна также является припоем для холодной пайки. Для получения препарата, первым делом нужно растворить медный купорос в теплой воде, а потом в него добавить опилки цинка. При реакции цинка и медного купороса, на дне сосуда должен осесть порошок металлической меди. Далее жидкость нужно слить, а порошок промыть водой и высушить. Потом в фарфоровую ступку нужно насыпать 20-35 грамм полученного медного порошка и добавить 5 мл ртути. Далее полученный состав нужно тщательно растереть. Так как полученный припой вреден для здоровья, его нужно хранить в плотно закрытом стеклянном сосуде.
Перед пайком с амальгамой, спаиваемые поверхности нужно очистить. Затем на них следует нанести полученный состав, туго сжать и зафиксировать место спая на несколько часов.
В результате должно образоваться прочное соединение металлов. Создание, а также использование амальгамы Герштейна ведется лишь на открытом воздухе или в помещениях с вытяжкой потому, что металлическая ртуть очень летуча, а пары её ядовиты.
Три метода пайки алюминия.
1. В силу особенностей этого металла, алюминий сложно паять потому, что его поверхность после очистки снова затягивается оксидной пленкой. После зачистки, место спая алюминия или его сплава нужно быстро залить ранее расплавленной канифолью. Пайка алюминия производится мощным паяльником (мощностью не менее ста Ватт) с помощью припоя, который состоит из 20% цинка и 80% олова, или из 5% висмута, и девяноста пяти процентов олова, а также флюса из стеарина или парафина. Припой набирается на паяльник, потом переносится на защищенное канифолью место спая. Алюминий, залуженный таким образом, после этого становится довольно просто паять. После того как спай затвердел, к его луженой поверхности припаять можно, - как медь, так и алюминий.
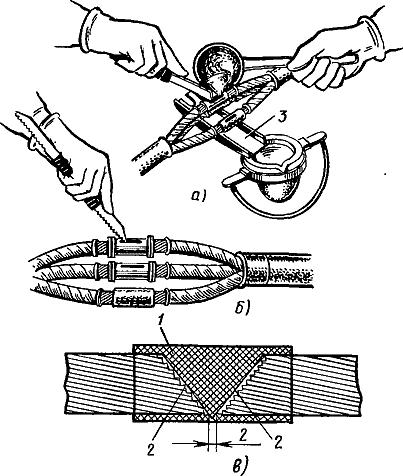
а - пайка алюминиевых проводов кабеля поливом; б - зачистка концов,
в - готовое соединение; 1 — припой, 2 — место спая, 3 — лоток.
2. Существует еще один способ пайки алюминия. Вначале поверхность металла нужно зачистить, потом смазать, применяя раствор канифоли с диэтиловым эфиром и посыпать опилками меди. Затем, место пайки нужно залудить оловянным припоем.
3. Третий метод пайки алюминия основан на электрохимическом процессе. Первым делом место спая следует зачистить и нанести на него концентрированный раствор медного купороса в количестве трех-четырех капель. Потом алюминиевую деталь необходимо подключить к минусу (отрицательный полюс батарейки). К плюсу (положительный полюс) нужно присоединить кусок зачищенной медной проволоки, которую нужно ввести в каплю раствора купороса таким образом, чтобы окончание проволоки не прикасалось к поверхности алюминия. Спустя несколько минут реакции, место пайки покроется слоем меди, к которому затем можно припаять необходимую деталь другим способом.
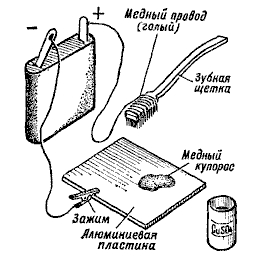
Устройство для омеднения алюминиевой поверхности.
С. Ставицкий
* Перепечатка без ссылки на сайт www.e-bike.com.ua запрещена и преследуется по Закону о защите авторских прав
Облако тегов: все для велосипеда Донецк, все для мотор-колес Донецк, все для мотор-колеса Донецк, все для электровелосипеда Донецк, все для электротранспорта Донецк